SCB | SMART CHAIN BENDING
Wozu Ketten biegen?
Zum Herstellen einer Kette werden abgelängte Metallstäbe in einer Biegemaschine zu Kettengliedern gebogen. Aufgrund der auftretenden Kräfte werden diese Stäbe ab einem Durchmesser von ca. 20mm vor dem Biegen erwärmt. Insbesondere bei Bergbauketten hat jedes zweite Kettenglied eine andere Geometrie. Bei der Herstellung dieser Ketten müssen daher auch vorgeschmiedete Glieder in die Kette eingebogen werden. Um diesen unterschiedlichen Anforderungen gerecht zu werden, haben wir bei ThermProTEC ein modulares Kettenbiegesystem entwickelt, bei dem von der Pin- und der Schmiedegliedzuführung bis hin zum Palettieren der finalen Kette alle Varianten abgebildet werden können.
Die wesentlichen Komponenten einer solchen Anlage sind die Pin- und Einzelgliederzuführung, die Erwärm- und Ausrichteinheit, die eigentliche Biegemaschine und das anschließende Kettenpaletieren.
Module der Kettenbiegeeinheit (SCB)
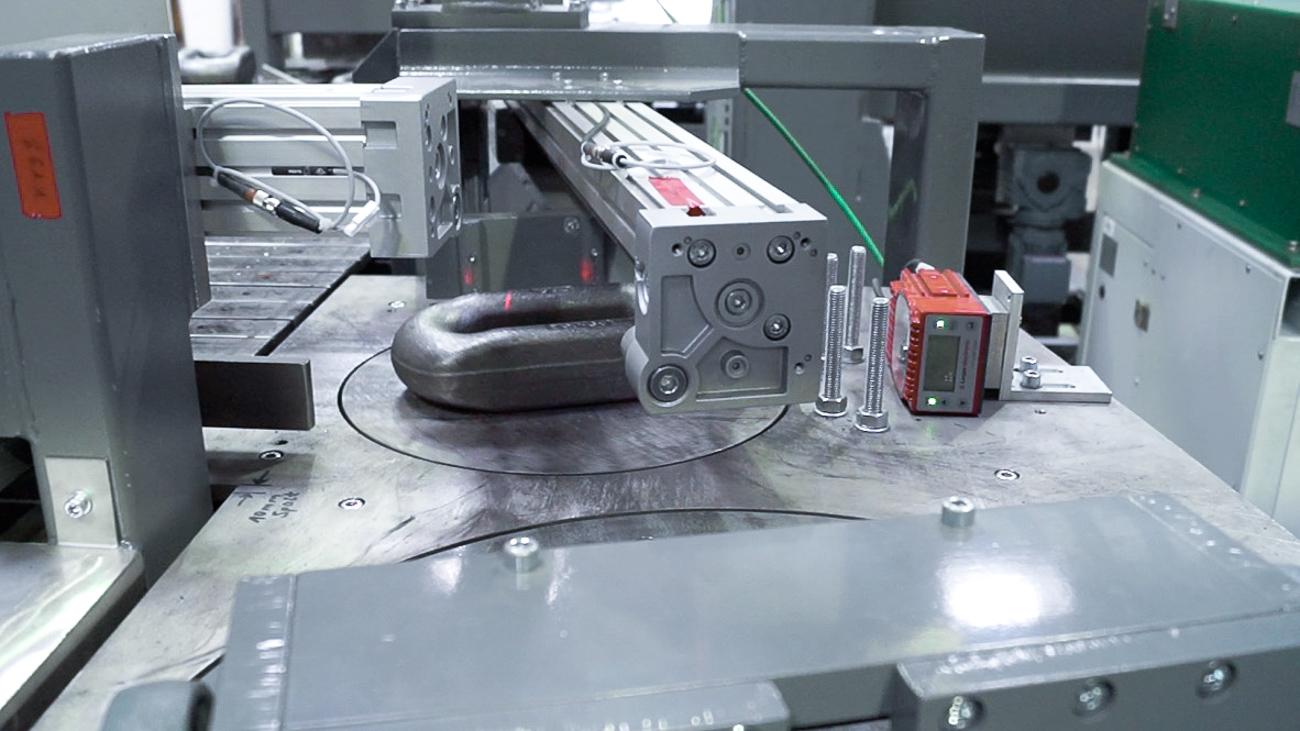
Pin- und Schmiedegliederzuführung
Je nach Anwendung müssen runde Pins, geschmiedete Pins und geschmiedete Kettenglieder dem Prozess automatisch zugeführt werden. Gebinde sind hierfür typischerweise Metallboxen, aus denen das Material entnommen wird. Um dieser Anwendung gerecht zu werden haben wir ein variables Beladesystem entwickelt, mit dem die Halbzeuge mit einem Magnetbeladeportal entnommen und auf Zuführbänder abgelegt werden. In der einfachsten Version sind das nur gerade Pins mit einer Box. In der größten Ausbaustufe können aus zwei Boxen Rundpins und Schmiedepins bzw. Schmiedeglieder entnommen werden. Die Schmiedepins werden der Erwärmeinheit mit Stufenförderer zuführt. Die Schmiedeglieder werden orientiert, mit Kamerasystemen überwacht, dann ausgerichtet und der Biegemaschine zugeführt.
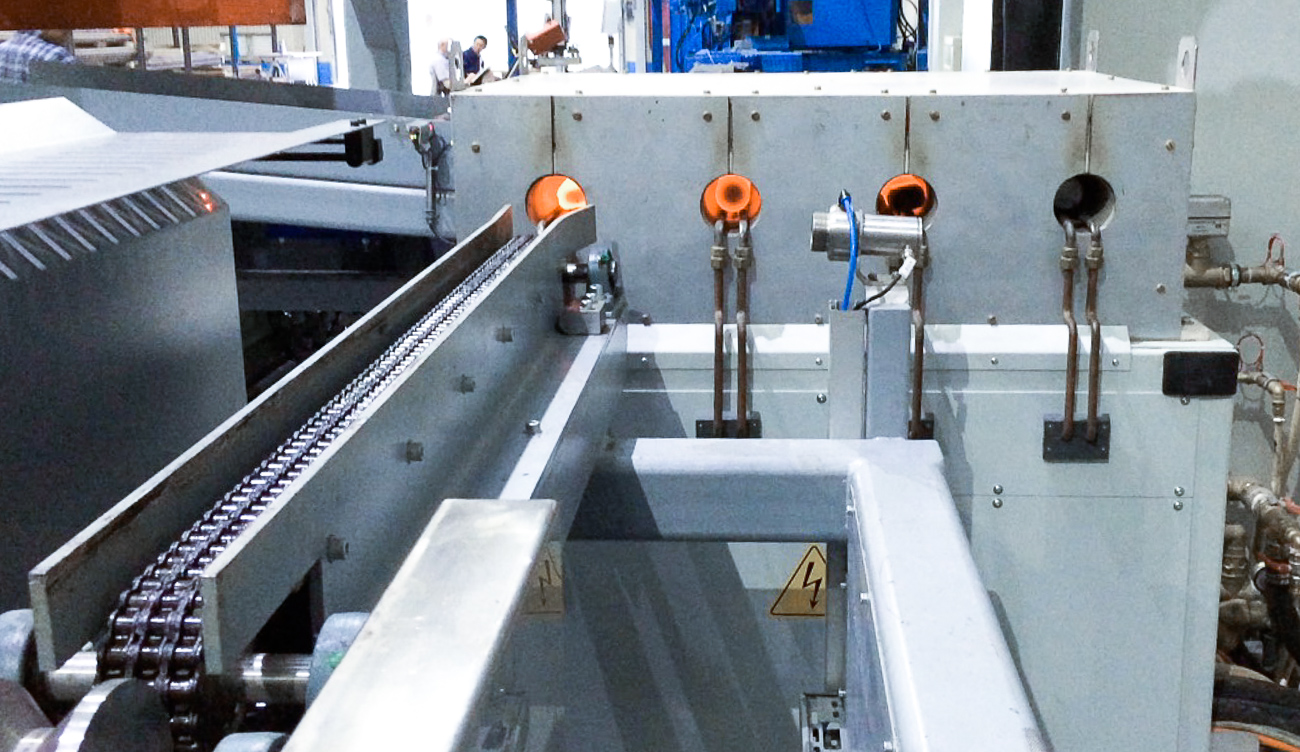
Erwärmeinheit
Beim Warmbiegen werden die Pins auf eine Temperatur auf ca. 800 °C erwärmt. Die Homogenität der Erwärmung ist dabei ausschlaggebend für die Qualität des Biegeprozesses. Die Erwärmung erfolgt induktiv in einem Drei- bzw. Vierlochofen. Dieses oszillierende System ermöglich mit der Pufferung eine ausreichend lange Heizzeit um die Durchwärmung der Pins sicherzustellen. Eine integrierte Ausstoßereinheit führt die Pins dann der Zuführeinheit der Biegemaschine zu. Geschmiedete Pins werden in dieser Einheit zusätzlich ausgerichtet. Die Induktionsanlagen haben eine Heizleistung von 200 bzw. 300 kW.
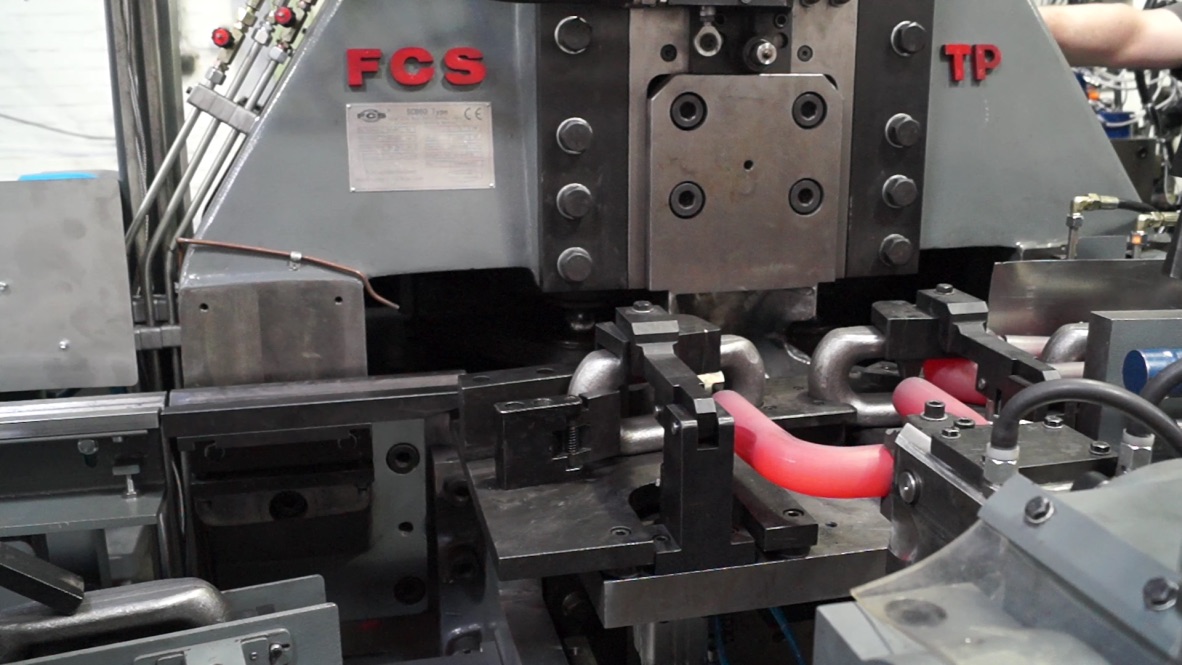
Biegemaschinen
Die Biegemaschinen unterscheiden sich sowohl von der Kettengröße (erforderliche Biegekraft) als auch in der Art der herzustellenden Kette. Die einfachste Ausführung Basic ermöglicht das kontinuierliche Herstellen von Rundketten. Mit der größten Ausbaustufe wird das Herstellen von Flachgliederketten aus Schmiedegliedern ermöglicht. Mit allen Maschinen können auch einzelne Glieder hergestellt werden und kontinuierlich mit einem Prozessband aus der Anlage entnommen werden.
Paletiereinheit
Ketten werden nach dem Biegen über ein Paletiersystem in Boxen sortiert. Der Kettenvorschub erfolgt hier mit Klemmrädern, wobei das Ablegen geregelt in Strängen erfolgt. Je nach Sicherheitsanforderung ist die Anlage mit einem Schutzzaun gesichert.
Sie sind interessiert, haben Fragen oder Anregungen?
Unser Team steht Ihnen gerne zur Verfügung. Wir freuen uns auf Ihre Nachricht!
Verwandte Produkte:
Von der Prozessentwicklung bis zur schlüsselfertigen Produktionsanlage. Wir entwickeln innovative Lösungen im Bereich der thermischen Prozesstechnik. Von der Automobilindustrie bis hin zum Bergbau sind Sie bei uns gut aufgehoben.
Nützliche Links
Kontakt